First, the vertical mill in the use of the process of frequent vibration stopping conditions
Reason: at the beginning of commissioning, the vertical mill "wind swept mill" characteristics of insufficient knowledge, the use of wind too small, resulting in each time after the opening of the vibration stops after running only 1mm, for the above situation can be started from the following aspects.
1, check the center of the pressure frame and the host deceleration of the two are coincident, the deviation of the two centers should be controlled within 5mm, such as if this value is exceeded, it should be re-focused, this work is time-consuming, find the success of the center, adjust the pressure machine frame body and the impact of the gap between the plate for the 5mm ~ 6mm. check the impact of the plate whether the pits. If there is to be patch welding.
2, check whether the grinding roller limit plate is deformed, the grinding roller limit plate will be 30mm thicker, in order to limit the grinding roller swing too large.
3, check whether the scraper is deformed.
4、Check the nitrogen pressure, control the nitrogen pressure of 5.5~6.0MPa.
After the above checks, once again open the mill, the mill is still vibration stop after running 15min, need to check the system air condition, found that the circulating fan air door in the control display and field actuators have been opened to more than 90% of the opening degree. But open the door into the hole to check the shutter damper blades were 45 degrees inclination, apparently the air volume is only 45% to 50%, mainly damper actuator rod is too short, lengthened 250mm after the system air volume to meet the requirements of the vertical mill started successfully, normal operation of 32h, the vertical mill vibration of the frequent stops the problem has been solved.
Second, the roller skin fixing bolt fracture
Reason: Due to the small system wind, the vertical mill frequently starts and stops, resulting in poor contact between the pressure plate and the roller skin, the number of times the bolt is fastened, the tightening torque, the bolt's own strength is not enough, but also because of the vertical mill for the side of the discharging material, discharging the mouth of the rollers in the middle of the mill in the main transmission of the start of the moment the rollers in the thick layer of material, resulting in severe vibration at this place, the huge pressure caused by the rollers with the fixing bolts fracture, the rollers with the fixing bolts, and the rollers with the fixing bolts.
Weld a baffle plate at the lower feed opening into the mill, because the rollers only rotate in operation, to avoid the accumulation of large amounts of material in front of the rollers, and the provisions of each time the mill stops to use a hammer to knock the bolts one by one, to check the looseness of the situation. Since then there will be no roller skin fixing bolt breakage.
Third, the mill roll dumping (commonly known as "on the bed")
Vertical mill roller tipping reasons are:
1, roller skin installation or flange pressure plate and roller skin contact is not good, roller body fixed block is not reliable, resulting in roller skin and roller body positioning is not firm.
2, roller skin size error, bolt tight with the number of times, tightening torque, bolt own strength is not enough, will also cause the roller skin is not firmly fixed.
3, jump-stop vibration value set high. In order to prevent the vertical mill rollers from tipping, we use 30mm steel wire rope to bind the rollers with homemade safety chain to prevent the rollers from tipping and dumping.
Fourth, raw material fineness is coarse
At the beginning of commissioning, the vertical mill water spray device was not put into use on schedule, coupled with the raw materials, the integrated moisture is low (7% or less), powder selector speed increased to more than 50 rpm, the vertical mill that produces violent vibration, the operation can only be used to reduce the speed of the powder selector to avoid vibration of the mill to stop, the fineness of the raw material is coarse, most of which can only be controlled in the 0.08mm square sieve residue of 22% to 30% between.
Site observation of the mill material layer thickness is appropriate, analyze that the mill vibration, powder selector speed can not be improved, mainly due to the amount of fine powder in the mill material is too much. Extend the separator counter cone mouth downward, connect a pipe in the original lower cone mouth, so that the separator collects some of the finer back powder sinks in the center of the bowl plate, to avoid the centralized accumulation of fine powder in the roller plate. Reduce the wind break phenomenon, improve the fineness of raw material, at the same time will be three water jets each lengthened by 250mm, to improve the water mist on the capture capacity of fine powder. At present, the fineness of raw material is stabilized within 16%. After adjustment, if the fineness is still coarse, you can gradually increase the grinding pressure by 0.5MPa each time, and the maximum grinding pressure should not exceed 14MPa.
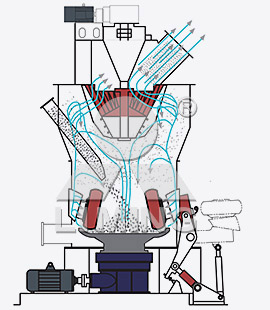
Vertical mill internal illustration
If you are interested in our products please call us at 0086-371-67997088 or click Business Link Online We will be online 24 hours a day, welcome to call. Our customer service staff will provide you with detailed answers, thoughtful service, will be happy to provide you with product information and application knowledge, so that you can not only get valuable equipment, but also get our attentive service.





